Содержание:
- Сверление и обработка отверстий
-
Зенкерование и развёртка
-
Расточка
-
Контроль размеров
Сверление и обработка отверстий
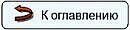
| Сверление отверстий производится сверлом. Крепление свёрл осуществляется в сверлильном патроне. Патрон закрепляется в пиноли задней бабки при помощи конического хвостовика. Сверление осуществляется за счёт линейной подачи сверла при помощи колеса подачи пиноли и вращения заготовки. В зависимости от конструкции сверлильного патрона, максимальный диаметр сверла, которое можно закрепить в патроне, ограничен и обычно составляет 14 ... 16 мм. |
|
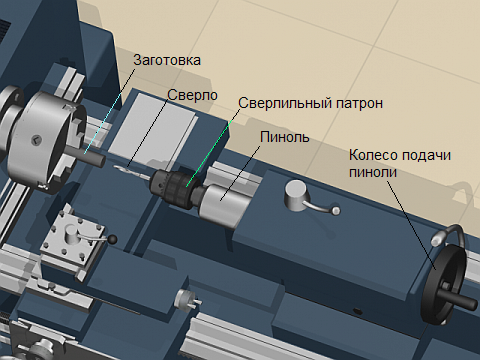
| Свёрла большего диаметра закрепляются в пиноли при помощи конического хвостовика с переходными втулками. Конические хвостовики и переходные втулки имеют стандартные размеры и углы, и называются конус Морзе. |
|
В зависимости от конструкции и назначения различают следующие свёрла:
- спиральные с цилиндрическим и коническим хвостовиками, предназначенные для сверления стали, чугуна и других конструкционных материалов;
- оснащённые пластинками из твёрдых сплавов, предназначенные для обработки деталей из чугуна (особенно с литейной коркой) и очень твердой и закалённой стали и сплавов;
- глубокого сверления (одно- и двустороннего резания), используемые при сверлении отверстий, длина которых превышает диаметр в пять раз и более.
|
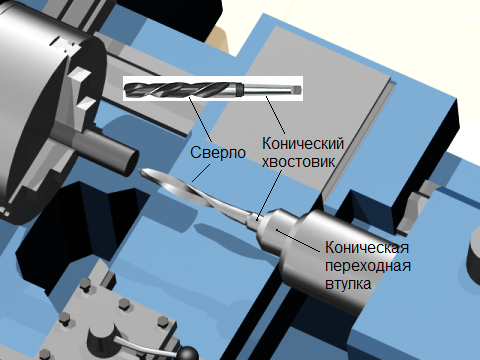
Обрабатываемый материал
|
Угол 2ф
|
| Сталь, чугун, твёрдая бронза |
116 ... 118
|
| Медь |
125
|
| Мягкая бронза |
130
|
| Алюминий, баббит, силумин |
130 ... 140
|
|
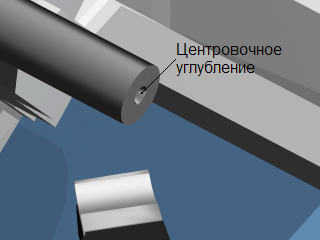
| При сверлении торцевая поверхность заготовки должна быть ровно обработана, иначе при входе сверла в заготовку, сверло будет "гулять" около центра заготовки и отверстие может получиться со смещением от оси вращения. Желательно предварительно сделать небольшое углубление центровочным сверлом, или сделать углубление у центра заготовки проходным резцом. |
|
При сверлении глубина сверления контролируется по миллиметровым насечкам на пиноли. У некоторых станков на колесе подачи пиноли имеется лимб. В этом случае глубина сверления определяется более точно. Сверлить следует в несколько заходов. Просверлив заготовку на несколько миллиметров, следует вывести сверло из отверстия и удалить стружку из выводных каналов сверла (винтовых канавок) и повторить сверление. В противном случае может произойти заклинивание сверла в заготовке и его поломка. При сверлении следует пользоваться СОЖ.
При сверлении одним сверлом с диаметром равным заданному диаметру отверстия качество отверстия (точность и чистота поверхности) будут невысоки. Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10...20 мм разбивка составляет 0,15...0,25 мм. (Точность 12 : 14-й квалитет. О квалитетах можно посмотреть здесь ). Причиной разбивки отверстий являются недостаточная точность заточки свёрл и несоосность сверла и шпинделя сверлильного станка.
Если к качеству отверстия предъявляются повышенные требования, то лучше сверлить отверстие в два захода. Сначала отверстие сверлится сверлом диаметром 0,6 - 0,8 от заданного диаметра, а затем сверлом равным диаметру отверстия. Ещё более точную и качественную обработку отверстия можно получить, используя зенкерование (по 11 ... 12-му квалитетам и шероховатость поверхности Rz 20...40 мкм.) и, если требуется высокая точность и чистота поверхности (по 6 ... 11-му квалитетам, и шероховатостью поверхности Ra 2,5 ...0,32 мкм.) - развёртывание.
|

Зенкерование и развёртка
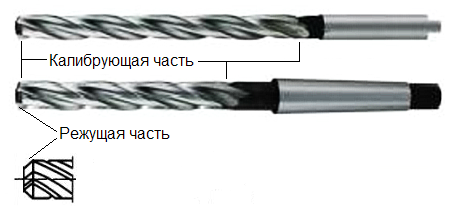
Зенкеры предназначены для обработки литых, штампованных и предварительно просверленных цилиндрических отверстий с целью улучшения чистоты поверхности и повышения их точности или для подготовки их к дальнейшему развертыванию.
Зенкеры, в отличие от свёрл, имеют 3 и более винтовых канавок и укороченную режущую часть. При зенкеровании следует пользоваться СОЖ и ставить обороты шпинделя и подачу зенкера ниже, чем при сверлении. |
|
Развёртка - осевой режущий инструмент - предназначена для предварительной и окончательной обработки отверстий с точностью, соответствующей 6... 11-му квалитетам, и шероховатостью поверхности Ra 2,5 ...0,32 мкм.
Отверстие, подготовленное под развёртывание должно быть на 0,2 - 0,5 миллиметров меньше диаметра развёртки. При развёртывании отверстий следует выбирать небольшие обороты шпинделя, в пределах 40 : 200 об/мин. При развёртывании следует пользоваться СОЖ. |

|
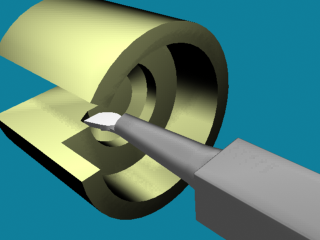
Расточка
При расточке отверстий используются следующие типы резцов:
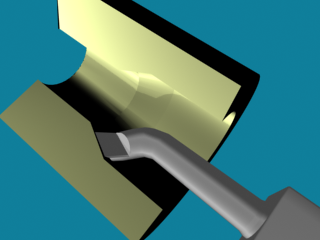
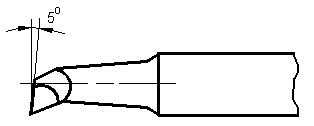
Расточной отогнутый резец - для обработки сквозных отверстий, для черновой обработки отверстий с уступами, снятия фасок.
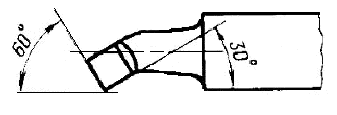
Типовые углы заточки расточного отогнутого резца
|
|
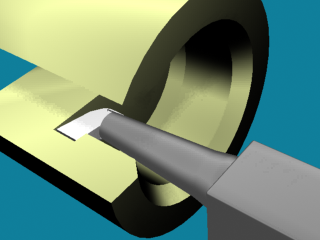
Расточной подрезной резец - для обработки глухих отверстий и подрезки внутренних уступов и торцов.
Типовые углы заточки расточного подрезного резца
|
|
Расточной канавочный резец - для изготовления внутренних канавок. Используется редко, в основном для изготовления резьбовых канавок. Профиль режущей части напоминает профиль отрезного резца.
Так же, как и резцы для наружной обработки, расточные резцы изготавливаются из быстрорежущей, легированной стали или с напайками из твёрдого сплава. |
|
Контроль размеров
Контроль размеров отверстий несколько сложней по сравнению с измерениями наружных поверхностей.
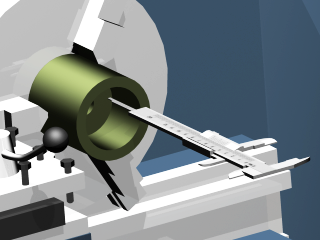
Наиболее распространённый способ измерения диаметров и глубины отверстий заключается в применении штангенциркуля. |
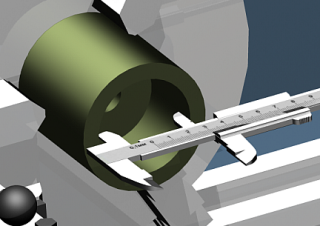
Измерение диаметра отверстия
|
| При измерении диаметра отверстий штангенциркулем могут возникнуть проблемы, если отверстие имеет уступы и длины измерительных губок не хватает для измерения внутреннего отверстия. |
Измерение глубины отверстия
|
Отверстия с уступами можно измерить калибрами (измерительными пробками).
Калибр состоит из двух измерительных цилиндров, один из которых имеет диаметр равный диаметру измеряемого отверстия, а второй немного больший (в пределах заданной точности) диаметр. При измерении цилиндр с нормальным диаметром должен плотно заходить в отверстие, а увеличенный цилиндр входить в отверстие не должен.
При массовом производстве используются фирменные калибры, имеющие высокую точность диаметров. При штучном производстве калибр можно изготовить самостоятельно из прочного материала - сталь, бронза. |

Фирменный калибр. На калибре указывается диаметр отверстия, нулём обозначается мерный цилиндр, который должен заходить в отверстие. Цилиндр, который не должен входить в отверстие обозначается величиной увеличения диаметра от номинального.
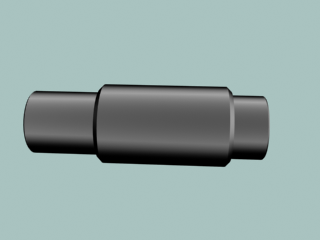
Самодельный калибр. Мерный цилиндр, обычно изготавливается большей длины.
|
|
|